




A projekthez megfelelő csigafúrófej kiválasztásához három kulcsfontosságú tényezőt kell megérteni: az anyagot, a bevonatot és a geometriai jellemzőket. Ezen elemek mindegyike kulcsfontosságú szerepet játszik a fúrófej teljesítményében és tartósságában. Íme egy közelebbi pillantás arra, hogyan hozhat megalapozott döntést.
Anyag
1. Gyorsacél (HSS):
A nagysebességű acél (HSS) több mint egy évszázada szerves része a forgácsolószerszámoknak, széles körű alkalmazhatósága és megfizethetősége miatt értékes. A HSS fúrófejek sokoldalúságukról ismertek, jól teljesítenek mind kézi fúrókkal, mind stabil platformokkal, például fúróprésekkel. A HSS egyik fő előnye az újraélezhetősége, ami növeli a fúrófejek élettartamát, és költséghatékony választássá teszi esztergagépekhez is. Ezenkívül a HSS különböző minőségekben kapható, mindegyik eltérő elemi összetétellel, hogy megfeleljen az adott forgácsolási igényeknek. Az acélminőségek sokfélesége hozzájárul a HSS alkalmazkodóképességéhez, így sokoldalú és nélkülözhetetlen alkatrész a különféle megmunkálási feladatokban.
2. Kobaltos HSS (HSSE vagy HSSCO):
A hagyományos HSS-hez képest a kobalt HSS kiváló keménységet és hőállóságot mutat. Ez a tulajdonságok javulása jelentősen javítja a kopásállóságot, így a HSSE fúrófejek tartósabbak és hatékonyabbak. A kobalt HSSE-be történő beépítése nemcsak a fokozott kopásállósághoz járul hozzá, hanem növeli az élettartamát is. A hagyományos HSS-hez hasonlóan a HSSE fúrófejek is megtartják az újraélezhetőség előnyét, ami tovább növeli az élettartamukat. A kobalt jelenléte a HSSE-ben különösen alkalmassá teszi ezeket a fúrófejeket az igényesebb fúrási feladatokhoz, ahol a tartósság és a kopásállóság elengedhetetlen.
3. Keményfém:
A keményfém egy fémmátrixú kompozit, amely elsősorban volfrám-karbidból és különféle kötőanyagokból készül. Keménységben, hőállóságban és kopásállóságban jelentősen felülmúlja a gyorsacélt (HSS). Bár drágábbak, a keményfém szerszámok élettartamban és megmunkálási sebességben kiemelkedőek. Újraélezésükhöz speciális berendezésekre van szükség.
Bevonat
A fúrófejek bevonatai széles skálán mozognak, és az alkalmazástól függően választják ki őket. Íme egy rövid áttekintés néhány gyakori bevonatról:
1. Bevonat nélküli (fényes):
Ez a leggyakoribb szín a HSS fúrófejeknél. Ideálisak lágy anyagokhoz, mint például alumíniumötvözetek és alacsony széntartalmú acél, a bevonat nélküli szerszámok a legolcsóbbak.
2. Fekete oxid bevonat:
Jobb kenést és hőállóságot biztosít, mint a bevonat nélküli szerszámok, több mint 50%-kal növelve az élettartamot.
3. Titán-nitrid (TiN) bevonat:
A titánbevonatú fúrófejek egyedi teljesítményjellemzőiknek köszönhetően számos alkalmazási helyzetben jól teljesítenek. Először is, a bevonat növeli a keménységet és a kopásállóságot, lehetővé téve, hogy a fúrófej éles maradjon keményebb anyagok fúrása közben, és hosszabb élettartamot biztosítva. Ezek a fúrófejek csökkentik a súrlódást és a hőképződést, növelve a vágási hatékonyságot, miközben védik a fúrófejet a túlmelegedéstől. A titánbevonatú fúrófejek számos anyagban, például rozsdamentes acélban, alumíniumban és fában használhatók, így ideálisak mérnöki és háztartási alkalmazásokhoz. Ezenkívül ezek a fúrófejek gyorsabban és tisztábban hatolnak be az anyagokba, tisztább vágási felületet biztosítva. Bár a titánbevonatú fúrók drágábbak lehetnek, mint a hagyományos fúrók, nagy hatékonyságuk és hosszú élettartamuk jó megtérülést biztosít számukra azokban az alkalmazásokban, amelyek nagy kopásállóságot és precíz vágást igényelnek.

4. Alumínium-titán-nitrid (AlTiN) bevonat:
Először is, az AlTiN bevonatok rendkívül hőállóak, így kiválóan alkalmasak nagy sebességű forgácsolásra és magas hőmérsékletű ötvözetek megmunkálására. Másodszor, ez a bevonat jelentősen javítja a kopásállóságot és meghosszabbítja a szerszám élettartamát, különösen kemény anyagok, például rozsdamentes acél, titánötvözetek és nikkelalapú ötvözetek megmunkálásakor. Ezenkívül az AlTiN bevonat csökkenti a súrlódást a fúrófej és a munkadarab között, javítva a megmunkálási hatékonyságot és segítve a simább vágási felület elérését. Jó oxidációs ellenállással és kémiai stabilitással is rendelkezik, így zord munkakörnyezetben is képes fenntartani a teljesítményt. Összességében az AlTiN bevonatú fúrók ideálisak nagy sebességű, nagy pontosságú megmunkálási alkalmazásokhoz, és különösen alkalmasak olyan kemény anyagok kezelésére, amelyek kihívást jelentenek a hagyományos fúrók számára.
Geometriai jellemzők
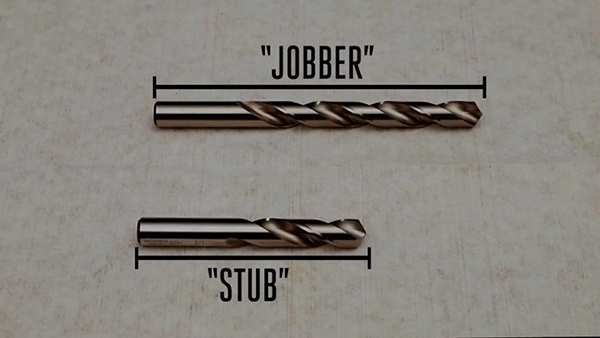
1. Hossz:
A hossz és az átmérő aránya befolyásolja a merevséget. Egy olyan fúrófej kiválasztása, amelynek horonyhossza éppen elegendő a forgácselvezetéshez és minimális túlnyúlás, növelheti a merevséget és a szerszám élettartamát. A nem elegendő horonyhossz károsíthatja a fúrófejet. A piacon különféle hosszúsági szabványok közül lehet választani. Néhány gyakori hosszúság: Jobber, stubby, DIN 340, DIN 338 stb.
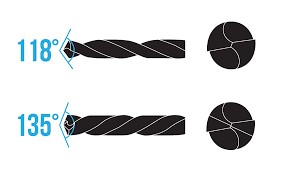
2. Fúrócsúcs szöge:
A 118°-os csúcsszög gyakori a lágy fémek, például az alacsony széntartalmú acél és az alumínium esetében. Általában hiányzik az önközpontosító képesség, előfúrásra van szükség. A 135°-os csúcsszög az önközpontosító funkciójával kiküszöböli a külön központosító furat szükségességét, ami jelentős időt takarít meg.
Összefoglalva, a megfelelő csigafúrófej kiválasztásához egyensúlyt kell találni a fúrandó anyag követelményei, a fúrófej kívánt élettartama és teljesítménye, valamint a projekt konkrét követelményei között. Ezen tényezők megértése biztosítja, hogy a leghatékonyabb és legeredményesebb fúrófejet válassza az Ön igényeinek megfelelően.
Közzététel ideje: 2024. január 10.